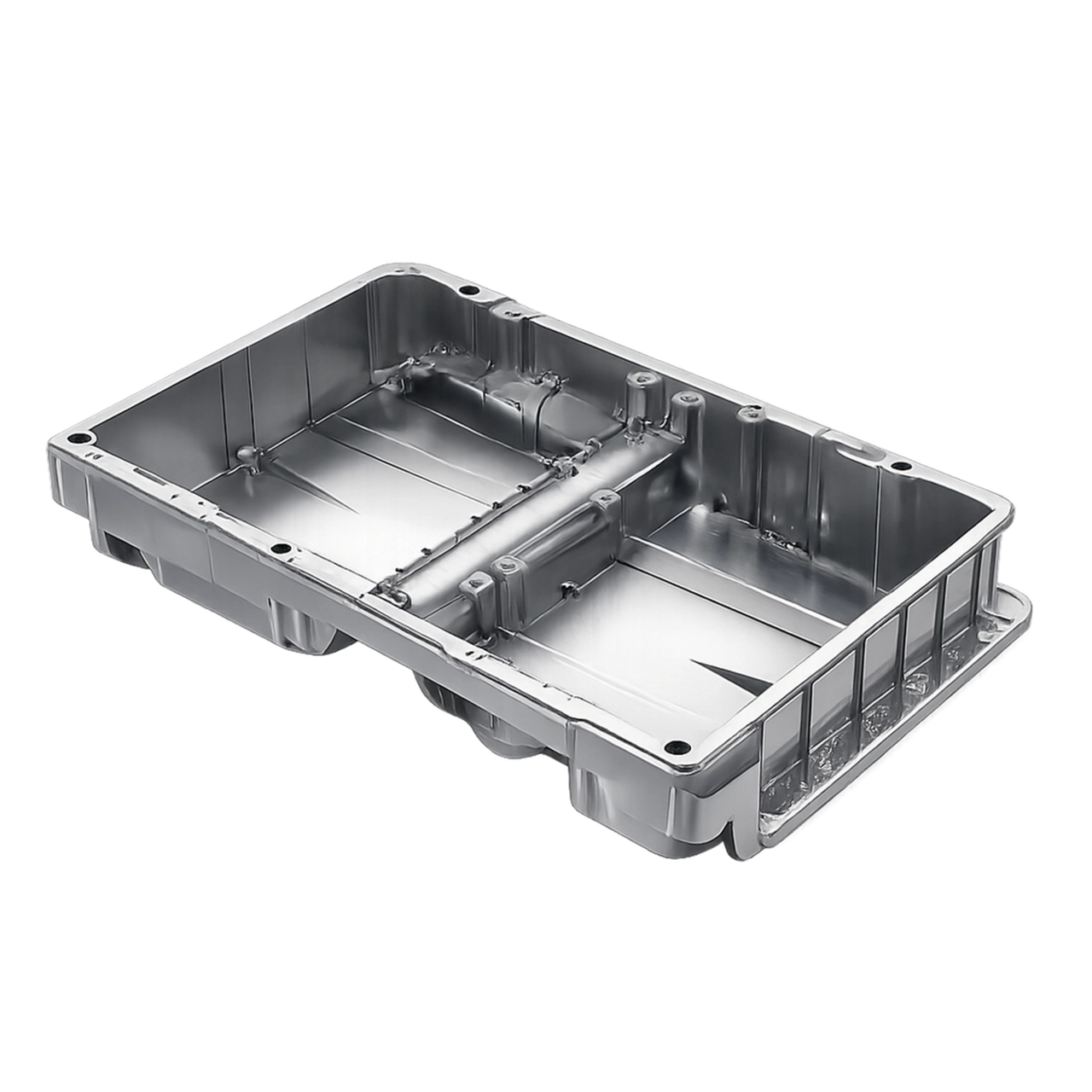
XL-Batteriewanne für Elektro-Nutzfahrzeuge
In diesem Video zeigen wir die CNC-Bearbeitung einer großformatigen Batteriewanne für Elektro-Nutzfahrzeuge auf einer SP2 mit Palettenwechsler.

Mit dem Laden dieses Videos akzeptieren Sie die Datenschutzbestimmungen von Google und Youtube.
Herausforderungen bei der Batteriewannenbearbeitung
Für stabile und präzise Bearbeitungsergebnisse müssen Maschine, Spannvorrichtung, Werkzeug und Prozess exakt aufeinander abgestimmt sein.
Typische Anforderungen in der Fertigung sind:
- Herausfordernde Spanntechnik: Komplexe Geometrien, enge Toleranzen und dünnwandige Strukturen erfordern ein präzises Spannkonzept mit optimal abgestimmten Spannkräften, wirksamer Vibrationsdämpfung und minimaler Bauteilverformung.
- Exakte Passmaße für die Montage angrenzender Komponenten
- Präzise Dichtflächen für eine zuverlässige Abdichtung des Batteriepacks
- Definierte Oberflächenstrukturen zur Optimierung von Wärmeableitung und Montage.
- Hohe Prozesssicherheit & Wiederholgenauigkeit für konstante Qualität in der Serienproduktion.


Unsere Stärken
Jede Batteriewanne stellt eigene Anforderungen an Maschine, Spanntechnik und Prozess. ANGER unterstützt von der Bauteilanalyse bis zur Taktzeitbetrachtung bei der Auslegung wirtschaftlicher Serienprozesse.
Flexible Spannkonzepte
Für unterschiedliche Wannen- und Bauteilgeometrien – stabil, wiederholgenau und ohne aufwendige Umrüstung.
Maximale Flexibilität für Ihre Hochlaufkurve
Einspindlige und doppelspindlige Lösungen für unterschiedliche Stückzahlen, Hochlaufphasen und Produktivitätsanforderungen.
Passmaße und Präzision
Präzise Bearbeitung für enge Toleranzen, exakte Passmaße und zuverlässige Dichtflächen in der Serienproduktion.
Individuelle Prozessauslegung
Technische Analyse, Maschinenkonzept und Taktzeitbetrachtung abgestimmt auf Ihr Bauteil.
Bearbeitungszentren für Batteriewannen
Für die Bearbeitung von Batteriewannen für die E-Mobilität bietet ANGER unterschiedliche Maschinenkonzepte, abgestimmt auf Bauteilgröße, Stückzahl, Bearbeitungsumfang und Automatisierungsgrad.


