
So werden Ventilsteuergehäuse produziert
Die Schaltsteuerung für Automatikgetriebe ist eine der zentralen Elemente für moderne Automatikgetriebe. Jede einzelne Getriebefunktion und Schaltung erfolgt über ein hydraulisches Schaltgerät, das direkt am Getriebe angebracht ist.
Exakte Schaltvorgänge und lange Lebensdauer unter extremen Bedingungen sind nur durch präzise gefertigte Einzelkomponenten möglich. Das Ventilgehäuse und die Ventilplatte sind nur zwei Komponenten davon, wobei das Ventilgehäuse selbst die einzelnen Schaltventile aufnimmt, die Ventilplatte weitere Hydraulikkanäle beinhaltet. Diese beiden Teile unterliegen engsten Toleranzen, da sie die hydraulischen Ventile exakt ausrichten und abdichten müssen.
Ventilgehäuse und Ventilplatten für die Automotive Industrie werden im Druckgussverfahren hergestellt und anschließend in CNC-Bearbeitungszentren mechanisch bearbeitet.
So werden Ventilsteuergehäuse mit CNC gefräst





So werden Teile gefräst
- Geringste Span-zu-Span Zeiten garantieren maximale Produktionsmenge.
- Niedrigste TCO Kosten reduzieren Ihre Herstellkosten.
- Höchste Genauigkeiten garantieren eine hohe Bauteil-Qualität.
- Hohe Flexibilität bietet Ihnen die Möglichkeit einfach umzurüsten.
Geeignete Maschinen um Ventilsteuergehäuse zu produzieren
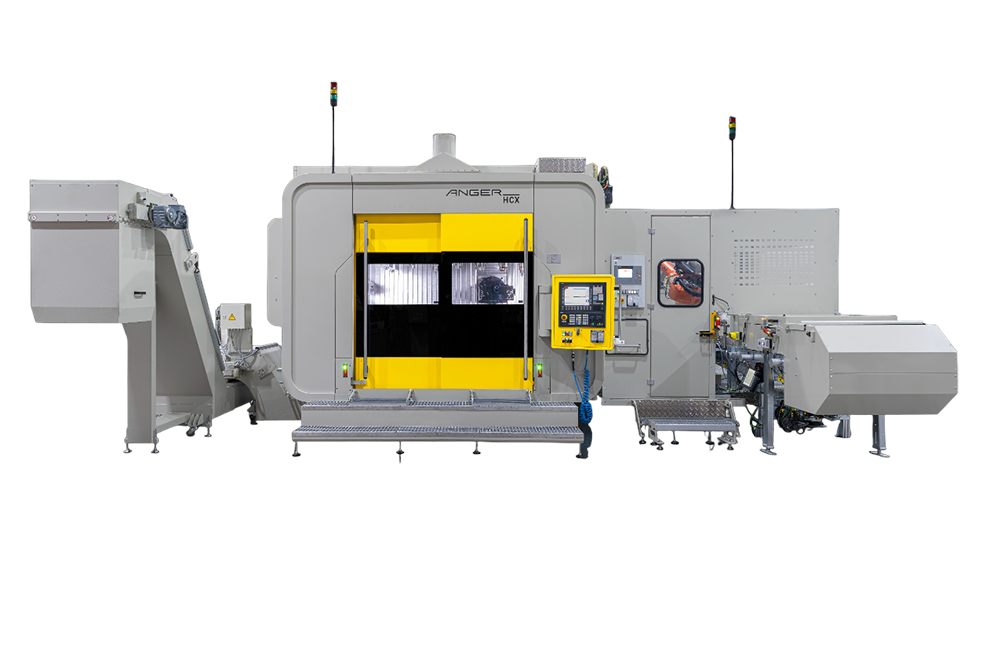
HCX
Die ANGER HCX Turn Key Anlagen werden speziell auf die Bedürfnisse der Kunden abgestimmt. Die Anlage wird teilespezifisch ausgelegt, konstruiert und automatisiert. Dadurch erreichen die HCX-Anlagen kürzeste Taktzeiten bei höchster Genauigkeit. Es handelt sich um hochproduktive Anlagen mit maximalen Ausbringungsmengen. Eine ANGER HCX Maschine erreicht je nach Komplexität des Werkstückes eine Zykluszeit und Ausbringungsmenge von ... Weiterlesen
Mehr Erfahren
SP2-D
Die ANGER SP2-D Maschine ist ein flexibles Bearbeitungszentrum für die 4 oder 5-achsige Doppelbearbeitung von groß-volumigen Bauteilen. Die zwei Bearbeitungseinheiten können unabhängig voneinander ein Bauteil oder verschiedene Teile bearbeiten. Der große Arbeitsraum erlaubt Ihnen höchste Flexibilität in der Prozessauslegung und Bearbeitung. Mit einer Spannbrücke von ca. 3.600mm Länge und einem Störkreis von 1.200mm ist die ... Weiterlesen
Mehr Erfahren
SP2-P
Die ANGER SP2-P Maschine ist ein flexibles Bearbeitungszentrum für die 4- oder 5-achsige Doppelbearbeitung von großvolumigen Bauteilen. Zwei unabhängige Spindeln bearbeiten entweder 2 Bauteile synchron oder aber gleichzeitig ein großes Bauteil mit einer maximalen Länge von 3.600 mm und einem Störkreis von 1.200 mm. Der Palettenwechsler ermöglicht ein hauptzeitparalles Be- und Entladen sowohl im vollautomatisierten ... Weiterlesen
Mehr ErfahrenKundensupport